
Pretkorozijas apstrādestiepļu sieta žogsTīklus parasti iedala divos veidos: iegremdējot un karstā cinkošanā. Žogu sietu iegremdēšanas apstrāde ir plastmasas pārklāšanas process. Iegremdēšanas apstrāde tiek iedalīta karstā un aukstā iegremdēšanā atkarībā no tā, vai ir nepieciešama karsēšana. Saskaņā ar sākotnējiem iegremdēšanas datiem to var iedalīt šķidruma iegremdēšanā un pulverveida iegremdēšanā. Atbilstošā apstrāde tiek iedalīta šķidruma iegremdēšanas apstrādē un pulverveida iegremdēšanas apstrādē. Aukstās iegremdēšanas iekārtas parasti ir darbnīcas tipa. Karstās iegremdēšanas iekārtas ir jāapsilda visu gadu. Parasti mazās darbnīcās izmanto auksto iegremdēšanu un iegremdēšanu. Var iedalīt vairākās krāsās: tumši zaļa, zāles zaļa, zila utt.
Karstās cinkošanas izmantošana žoga sietā ir attīstījusies no ilgtermiņa karstās cinkošanas durvju ceļa. Tai ir 140 gadu vēsture, kopš Francija 1836. gadā rūpniecībā sāka izmantot karsto cinkošanu. Tomēr karstās cinkošanas nozare ir sasniegusi plaša mēroga attīstību, pateicoties auksti velmēta tērauda sloksnēm pēdējo 30 gadu laikā.
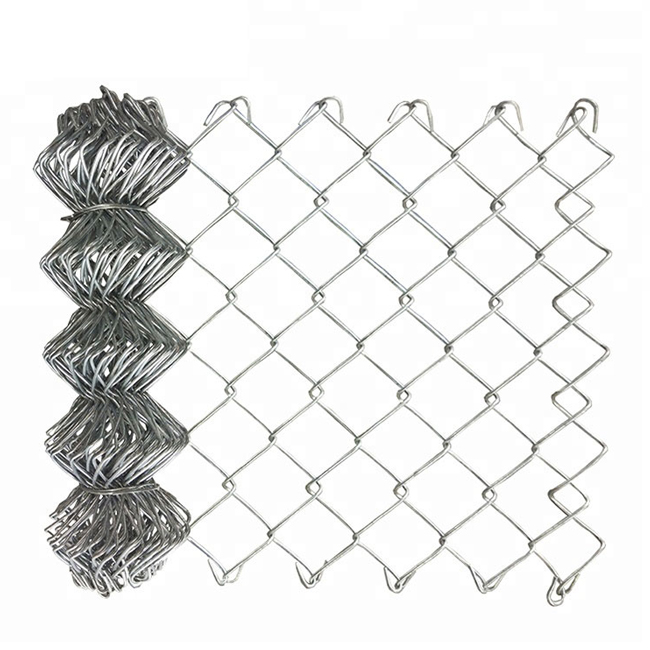
Karstās cinkošanas loksnes ražošanas process galvenokārt ietver: sākotnējo plātnes sagatavošanu → apstrādi pirms pārklāšanas → karstā pārklāšana → apstrādi pēc pārklāšanas → gatavā produkta pārbaudi utt. Saskaņā ar tradīcijām karstās cinkošanas process tiek iedalīts divās kategorijās: ārpuslīnijas atkvēlināšana un iekšējā atkvēlināšana atkarībā no pirms pārklāšanas apstrādes diametra atšķirības. Žoga karstās cinkošanas priekšrocība ir tā, ka tam ir ilgs pretkorozijas periods, un pielāgošanās videi vienmēr ir bijusi populāra pretkorozijas apstrāde. Karstajai cinkošanai ir ilgs pretkorozijas kalpošanas laiks, taču pretkorozijas kalpošanas laiks dažādās vidēs atšķiras:
Karstās cinkošanas princips: dzelzs detaļas tiek notīrītas, pēc tam apstrādātas ar šķīdinātāju, pēc žāvēšanas iegremdētas cinka šķidrumā, dzelzs reaģē ar izkausēto cinku, veidojot leģēta cinka slāni. Process ir šāds: attaukošana–mazgāšana ar ūdeni–kodināšana–galvanizācija–žāvēšana–karstā cinkošana–atdalīšana–dzesēšana–pasivēšana. Karstās cinkošanas sakausējuma slāņa biezums galvenokārt ir atkarīgs no tērauda silīcija satura un citiem ķīmiskajiem komponentiem, tērauda šķērsgriezuma laukuma, tērauda virsmas raupjuma, cinkošanas katla temperatūras, cinkošanas laika, dzesēšanas ātruma un aukstās velmēšanas deformācijas.
Publicēšanas laiks: 2021. gada 8. marts